
輸送砂漿用耐磨無縫鋼管的研發
摘要:院鞍鋼股份有限公司無縫鋼管廠采用野轉爐煉鋼+LF+VD冤精煉+熱軋管+在線探傷+內壁熱處理冶工藝,成功研發了NM50、NM55、NM62輸送砂漿用耐磨無縫鋼管。檢驗結果表明,研發的耐磨鋼管具有高強韌、高耐磨性,滿足砂漿輸送使用要求。
我國經過近十年對耐磨管件的生產研制,目前應用于建筑、礦山行業的混凝土、砂漿輸送用耐磨無縫鋼管品種主要有兩種,一種是單層淬硬耐磨管,另一種是雙金屬復合耐磨管即雙層淬硬管冤。雙金屬復合耐磨管廣泛應用在泵送混凝土三、四十米或更好的超高層建筑施工泵車上及礦山礦漿運輸管道上咱1暫,工作壓力15~30MPa,泵管服役于硬物料、大顆粒介質的高壓、高速沖擊磨損工況中,其磨損程度大,更換頻繁。隨著我國野一帶一路冶基礎設施建設的新發展,對高強韌、抗沖擊、高耐磨鋼管的市場需求迅速增加,鞍鋼為滿足輸送砂漿用耐磨鋼管市場的需求,滿足泵送管道的使用壽命要求,進行了輸送砂漿用耐磨鋼管產品的研發,該產品既可用于單層淬硬耐磨管,又可用于雙金屬復合耐磨管內層管。
1 技術要求
1.1 產品特點及核心技術為保證砂漿輸送管道的輸送任務、正確抵抗砂石骨料的強烈沖擊和磨損,滿足管道在高壓頻繁振動工況下的運行,高強韌耐壓防爆和耐磨性、抗沖擊性能是該產品的特點咱2暫。耐磨鋼管應具有外壁基層的良好強韌性和內壁適宜的淬硬層。防止爆管,滿足砂漿輸送性能要求。其技術核心在于院耐磨鋼管合理的鋼種成分和穩定的力學性能曰鋼管內壁熱處理工藝合理,淬硬層厚度及硬度值穩定。
1.2牌號和化學成分設計
耐磨管件在不同泵送高度、管路位置所承受的壓力和磨損不同,不同的設計輸送方量,均對耐磨鋼管提出不同等級的選材要求,因此在鋼種的設計思路上,采用適當的碳錳含量可以保證產品的耐磨性,同時考慮添加Cr、V、Ti合金元素,細化晶粒,在增加淬透性的同時提高了韌性。在耐磨鋼管等級牌號上,設計了NM50、NM55、NM62三個級別。NM要要代表耐磨,50、55、62代表產品洛氏硬度。各牌號設計化學成分見表1。

表1 耐磨鋼管設計化學成分淵質量分數
1.3 性能要求及組織狀態
1.3.1 熱軋狀態耐磨鋼管力學性能
熱軋狀態耐磨鋼管的力學性能應保證耐磨鋼管的高強抗壓要求,各牌號耐磨鋼管熱軋力學性能要求見表2。
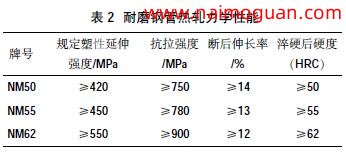
表2 耐磨鋼管熱軋力學性能
1.3.2 熱處理后顯微組織及硬度
淬硬是輸送耐磨管加工的關鍵工藝,也是核心技術。在鋼管內壁淬火,獲得一定厚度的硬度層,要求其組織為回火馬氏體,硬度值應達到表2的要求。
1.4 表面缺陷、無損檢測要求
連軋管機的直道深度對管體內壁淬火工藝、產品質量影響較大,要求熱軋鋼管內表面直道深度不大于壁厚的5%,深度不超過0.5mm。同時鋼管應進行全長無損檢測,采用GB/T 5777要2008 標準,驗收等級L4。
2 工藝方案
2.1 工藝路線
采用野鐵水預處理→轉爐冶煉→爐外精煉(LF+VD)-管坯連鑄連軋-熱軋管-在線探傷-鋼管內壁熱處理冶工藝生產耐磨鋼管。
2.2 煉鋼工藝
煉鋼應做到目標值控制,提高鋼質純凈度,控制S、P等有害元素。操作要點如下:
(1)煉鋼過程加強脫氧脫硫操作,防止鐵水回硫,影響轉爐脫硫,LF爐做到白渣出鋼,合理出鋼合金化時間節點,使合金快速熔化曰,VD精煉對合金進行微調,做到準確目標,鈦鐵必須在精煉結束前5-8min,添加,做好終點碳的控制,所有原輔材料必須清潔、干燥。
(2)機前做好保護澆注,恒拉速控制,采用結晶器電磁攪拌技術及二冷水弱冷工藝,保證鑄坯內部及表面質量。
2.3 軋管工藝
鋼管的壁厚均勻和內表面質量決定了鋼管后續內壁熱處理的淬硬厚度均勻性和硬度的穩定性,因此必須保證熱軋鋼管的壁厚均勻及內表面質量。
2.3.1 加熱爐操作要點
(1)加熱爐均熱段溫度控制(1255±20)℃。保證管坯在環形加熱爐內加熱均勻,避免出現加熱不透、加熱陰陽面,保證管坯加熱均勻。
(2)遇事故停軋時,采取降溫措施院停車時間較短(30 min 以內)時,將均熱段爐溫降15-20℃停車時間較長(30 min以上)時,均熱段降80-120℃。停料時間超過3-5min時,爐底反轉,將待出爐的管坯退到隔墻后面,避免管坯高溫區域長時間停留。
2.3.2 穿孔機組操作要點
(1)穿孔機調整軋制線、軋輥距離、導板、頂桿位置,保證穿后鋼管壁厚均勻,穿孔毛管外徑偏差為0~+1mm;長度偏差0~+100mm。
(2)檢查軋輥、頂頭表面質量,如有老化、磨損,及時更換,確保鋼管內表面質量。
(3)穿孔后抱瓦冷卻冷卻水不能濺入管內,保證硼砂噴吹量200 g/mm2,根據毛管的外徑及長度來設定氮氣的噴射壓力和時間,觀察鋼管尾部硼砂燃燒產生的火焰,使毛管尾部噴出的未燃燒硼砂殘余粉末保持較小,確保鋼管內表面抗氧化效果。
2.3.3 連軋機組操作要點
(1)連軋機控制好脫管后的鋼管長度,對鋼管進行取樣測量壁厚,通過測量鋼管壁厚值,調整MPM輥縫及軋輥轉速曰通過計算機畫面觀察MPM電流、軋制力曲線,調整軋制參數達到無明顯堆拉鋼狀態。
(2)連軋開啟高壓水除鱗系統,檢查噴嘴,保證水壓18MPa以上。
(3)檢查芯棒表面狀態,控制好芯棒噴涂石墨的潤滑效果。
2.4 鋼管內壁熱處理工藝
鋼管內壁淬硬,需在耐磨管件加工廠完成,其工藝為院鋼管定尺切斷→兩端焊接鋼制法蘭→數控感應淬火→低溫回火處理→外表面噴砂、噴漆處理→檢查→成品包裝。應調整好感應加熱電壓、電流,準確控制淬硬層深度,并調整適量冷卻水,使鋼管內壁淬硬層深度控制在壁厚的30%~45%。根據試驗結果確定較佳熱處理制度院淬火溫度(820±20)益,回火溫度(180±50)益,保溫時間40~60 min。
3 產品評價
3.1 熱軋管力學性能
鞍鋼經過多次耐磨鋼管新品試制,在大量、系統的試驗數據基礎上,不斷優化成分和工藝,先后開發了NM50、NM55、NM62 系列耐磨鋼管產品。對各牌號的熱軋鋼管進行力學性能檢測,結果全部合格,具體見表3。

表3 熱軋鋼管力學性能
3.2 試樣熱處理后金相組織和硬度
鋼管試樣熱處理后得到理想的板條狀回火馬氏體組織,見圖1。該組織鋼具有高硬度和高耐磨性,而脆性較小,可抵抗砂石骨料的強烈沖擊和磨損,硬度值見表4,試樣熱處理后硬度全部滿足標準要求。
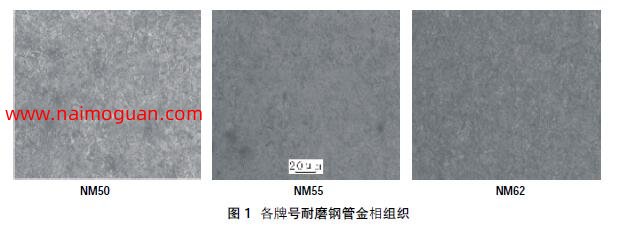
圖1 各牌號耐磨鋼管金相組織
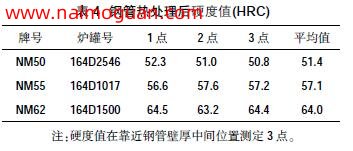
表4 鋼管熱處理后硬度值(HRC)
3.3 用戶評價
(1)鞍鋼提供的133*4.5mm、133*4.8mm、133*5.1mm、133*5.3mm、95*9mm 規格,牌號為NM50、NM55、NM62 鋼管給耐磨管件加工廠進行試驗和檢驗,順利通過磨耗、硬度、沖擊、水壓、拉伸等多項試驗,得到用戶認可。
(2)用戶采用MLS-225 型濕砂式橡膠輪磨粒磨損試驗機進行NM50 和NM62 磨損對比試驗,從磨損失重數值結果顯示NM62 的耐磨性是NM50的1.31倍。
(3)在用戶使用過程中,在裝車實際運營中考察耐磨性能,結果表明NM50 鋼管可輸送砂漿水泥2.0~3.5 萬m3,NM55 可輸送砂漿水泥3.0~4.0萬m3,NM62 可輸送砂漿水泥6.0~8.0 萬m3,是普通鋼管輸送方量(一般為6 000 m3~8 000 m3)的
4~7倍。
4 結論
(1)鞍鋼無縫廠研發的輸送砂漿用耐磨無縫鋼管,采用野轉爐煉鋼+(LF+VD)精煉+熱軋管+在線探傷+內壁熱處理冶工藝,煉鋼工藝合理、成分控制,制管工藝較好,鋼管內外表面質量好、幾何尺寸精度高,性能穩定。
(2)鞍鋼研發的NM50、NM55、NM62 系列輸送砂漿耐磨泵管,具有高硬度和高耐磨性,能夠滿足混凝土泵送管路的設計、選材要求。
3 結論
(1)本文應用有限元大型仿真軟件研究得到了方坯重壓下時的變形特征,結果認為,施加不同壓下量,鑄坯的寬展變形會隨著壓下量的增加而增加,鑄坯寬展變形將產生鑄坯缺陷。
(2)合理控制壓下量對鑄坯質量重要,壓下量過小對中心偏析和疏松改善不明顯曰壓下量過大會使鑄坯內部產生裂紋,并使重壓下拉矯機等設備受力過大。壓下量的臨界值為12~14mm,超過該值后,鑄坯的應變位置出現在鑄坯中心。